
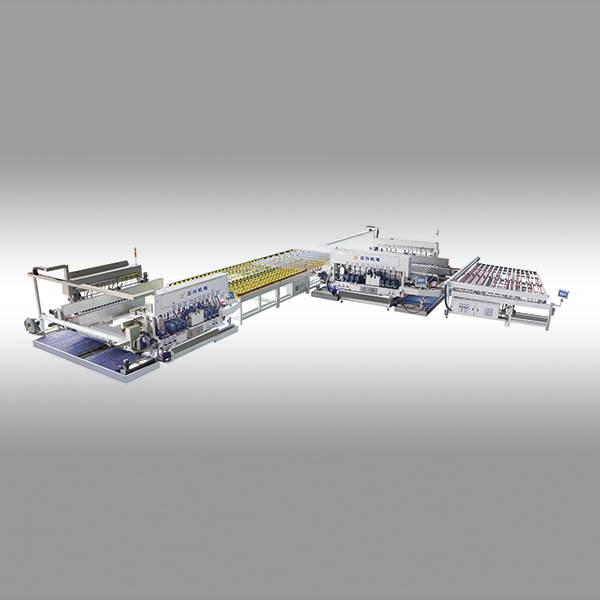
dvigubo apvadu linija greita super stiklo apdaila T perdavimo lentelė
FH4225 SM2242GT + ZT4225 + SM2225GTS

Valdymo kompiuteris

Tiksli servo matavimo sistema

pločio reguliavimo sistema

Aukštos kokybės elektroninės dalys

Pneumatinė poliravimo sistema

„Arris“ variklis

Didelio efektyvumo perdavimo stalas

Didelio efektyvumo perdavimo stalas
Mašinos įvadas
Stiklinis matavimo stalas
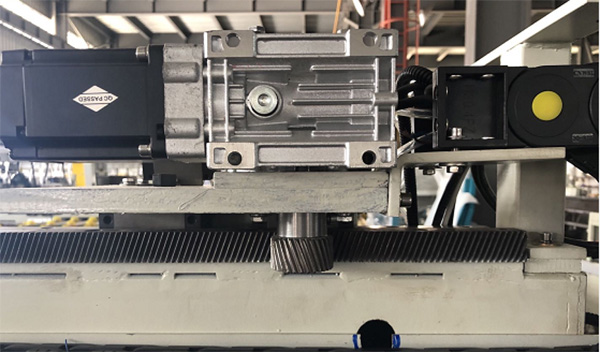
Pavaros sistema
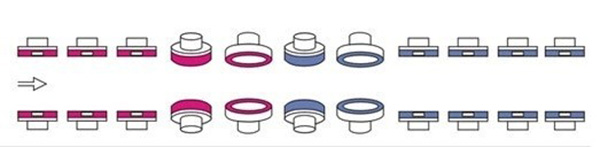
Įranga naudojama perduoti ir pastatyti stiklą, kurį reikia apdoroti, tiksliai išmatuoti stiklo ilgį, plotį ir storį bei perduoti duomenis į dvigubo krašto malūnėlį ir kitą apdorojimo įrangą tolesniam stiklo apdorojimui.
Stiklo matavimo stalo konstrukciją sudaro 4 dalys:
1. Padėties lentelė
Stiklo perdavimas į priekį arba į šoną yra valdomas dažnio keitiklio ir kintamo dažnio variklis. Perdavimo greitį galima reguliuoti. Tikslus padėties nustatymas aukštos kokybės jutikliai. Tinkamai padėjus stiklo ilgį, plotį ir storį galima išmatuoti.
2. Matavimo prietaisas
Stiklo ilgio ir pločio matmenys matuojami labai tiksliu reduktoriaus pavaros jutikliu varomas servo varikliu. Stiklo storio matmenys matuojami cilindru varomu nailono bloku, spaudžiant stiklo paviršių, ir kodatoriumi, varomu pavara. Cilindro slėgis reguliuojamas atskirai.
3. Elektros valdymo sistema
ECS sudaro programuojamas valdiklis (PLC), jutiklinis ekranas (HMI), servo tvarkyklė, servo variklis, dažnio keitiklis, dažnio keitimo variklis, jutiklis ir kt. PLC valdo mašiną, kad ji veiktų automatiškai pagal apdorojimo technologiją. HMI atlieka žmogaus ir kompiuterio sąveikos užduotį.
4. Programinės įrangos sistema
Programinės įrangos sistema palygina stiklo matavimo lentelės duomenis su užsakymo duomenimis ir automatiškai suderina su artimiausiais stiklo duomenimis. Tuo tarpu stiklo duomenys perduodami į dvigubo krašto šlifuoklį ir kitą apdorojimo įrangą, skirtą režimo ar partijos gamybai.
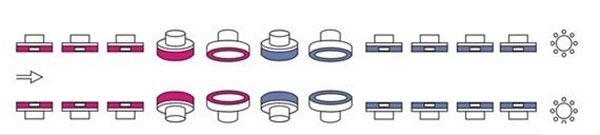
Veikiantis principas:
Rankiniu būdu arba automatiškai padėkite vieną stiklo lakštą ant stiklinio matavimo stalo. Stiklo matavimo stalas perteikia, padeda ir tiksliai išmatuoja stiklo ilgį, plotį ir storį. Išmatuoto stiklo duomenys perduodami į valdymo sistemą, kad būtų galima palyginti užsakymo duomenis, ir perduodami į dvigubo krašto malūnėlį ir kitą apdorojimo įrangą, skirtą tolesniam stiklo apdorojimui. Kitas vienas stiklo lakštas dedamas ant stiklo matavimo stalo ir pradedamas kitas veikimo ciklas.
2. Stiklo tiesios dvigubo krašto poliravimo staklės.
Modelio Nr .: SM2242GT SM2225GTS
Ši mašina skirta vienu metu poliruoti du priešingus stiklo kraštus.
a) Kontrolė
Ši mašina priima japonišką „Mitsubishi PLC“ valdymą ir 10 colių operatoriaus sąsają. Ekrane rodomi visi detalūs stiklo parametrai. Kiekvieną mašiną galima valdyti savo kompiuteriu arba valdyti pagrindiniu kompiuteriu.
Vartotojo teisė gali būti vertinama kaip operatorius / remontas / administratorius, užkertant kelią klaidoms, apsauganti mašiną nuo netinkamo veikimo.
b) didelio tikslumo transmisija.
Du konvejerio paskirstymo diržus varo du servovarikliai, pasižymintys dideliu tikslumu, dideliu greičiu, aukšta sinchronizacija.
c) Mobilus šlifavimo sekcijos judėjimas.
Mobili šlifavimo sekcija juda palei linijinį dvigubų rutulinių guolių kreiptuvą. Transmisija įgyvendinama per rutulinius varžtus, kuriuos varo servovariklis. Maksimalus šlifavimo sekcijos greitis gali siekti 15 metrų per minutę. Ši sistema taip pat apima stabdžių ir griebimo sistemą, kuri gali garantuoti stabilų šlifavimo sekcijos judėjimą, mažą smūgio jėgą. Ši konstrukcija gali garantuoti didelio stiklo sugriebimo jėgos stabilumą, net mašinai dirbant ilgą laiką.
d) Kiekviename dvigubame krašte yra vienas automatinis vidurinis atraminis bėgis, judantis kartu su judančia grinidng sekcija, kuri palaiko stiklą iš vidurinės padėties, kad stiklas nesulenktų. Labai didelio dydžio dviguboms briaunoms mes taip pat tiekiame dar vieną nešiojamą atraminį bėgį, kurį rankiniu būdu galima padėti.
e) Viršutinėje bėgių aukštyn ir žemyn sistemoje naudojama stumdomų plokščių konstrukcija, nesukeliant problemų, palyginti su tradicine stumdomų rankovių sistema
f) Padėties nustatymo sistema.
Stiklo pakrovimo padėties sistemą sudaro keturios dalys: fiksuoti ritinėliai, judanti oro sugriebimo sistema, išlyginamieji blokai (vienas kairysis ir vienas dešinysis), viršutiniai oro presavimo volai (vienas kairysis ir vienas dešinysis). Stiklą tiksliai išlygina ir tvirtai prispaudžia padėties nustatymo sistema. Ši sistema garantuoja šlifavimo tikslumą ir poliravimo efektą.
g) Lengvas reguliavimas
Viršutinės sekimo sistemos ir viršutinės strėlės variklių pakėlimą / nuleidimą varo varikliai. Jį galima nustatyti automatiškai pagal skirtingą stiklo storį.
h) oro poliravimo sistema.
Poliravimo ratą valdo oras, kurį valdo PLC ir elektromagnetinis vožtuvas, kuris gali judėti pirmyn / atgal pagal stiklo padėtį. Ši sistema gali automatiškai kompensuoti ratų susidėvėjimą, užtikrindama pastovų slėgį stiklui ir pasiekdama tą patį poliravimo rezultatą.
Poliravimo variklio judėjimo sistemoje naudojama didelio tikslumo duralinė linijinė slankiųjų bėgių sistema.
i) Rūsys ir rėmas:
Pagaminti iš storo pagaminto plieno, kuris apdorojamas atkaitinimo krosnyje mūsų gamykloje. Su geru stabilumu ir atsparumu sukimui, atsparumu lenkimui.
j) Variklis
Naudokite didelio tikslumo, mažos vibracijos ABB kintamo dažnio variklį. Variklio greitį galima padidinti iki 4300RPM per dažnio keitiklį, mašinos darbinį greitį galima padidinti iki 20 metrų / min.
Variklio valdymo sistemoje yra perkrovos / trūkumo fazės / trumpojo jungimo apsaugos funkcija, elektroninėse dalyse galima rasti tarptautinį prekės ženklą, standartinius tipus, rinkoje galima lengvai rasti, kurie sumažina kliento priežiūros išlaidas, padidina gamybos efektyvumą.
k) Viršutinis / apatinis perdavimo konvejeris priimti laiko diržus.
l) Tepimas:
Dviejų rutulinių guolių linijiniai varžtai ir kreipiamieji bėgiai tepami automatiniu tepalo siurbliu.
Mašinoje taip pat buvo rankinis tepimo siurblys, kuris sutepa slankųjį paviršių.
m) Darbinio greičio reguliavimas: Per dažnio keitiklį.
n) Vandens bakas, vandens padėklas, viršutinio / apatinio paskirstymo diržo dangtelis, tiesinio kreipiamojo bėgio / rutulinių varžtų dangteliai pagaminti iš nerūdijančio plieno.
o) Amperometro matuoklis:
patikrinkite ratų padėtis.
Daugiau informacijos nuotraukos.
Kampinis pjovimo šlifavimo variklis
Lanksčiai naudojamo vandeniui nepralaidaus sujungimo modulio konstrukcija suprantamas rodiklis, rodantis viršutinio ir apatinio žarnos variklio ampermetrą
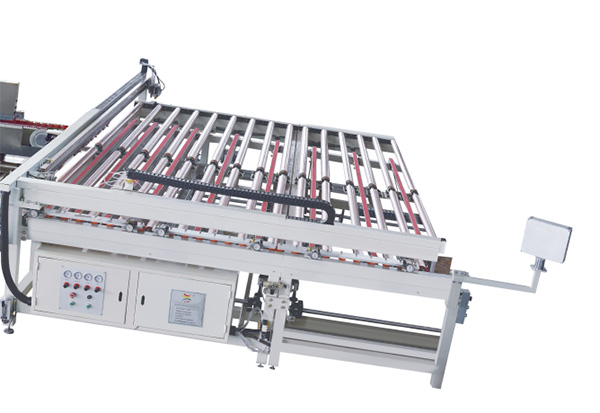
3. L formos perkėlimo stalas. Riedėjimo stalas ir paskirstymo diržas.
Ši mašina susideda iš ritininės perdavimo sistemos ir paskirstymo diržo perdavimo sistemos. Volų perdavimo sistemą valdo grandinė, greitį valdo keitiklis, atsižvelgdamas į nustatymo greitį.
Paskirstymo diržo perdavimo sistemą galima pakelti aukštyn ir žemyn žemyn. Kai stiklas išeis iš pirmo dvigubo krašto, paskirstymo diržo sistema bus pakelta aukštyn. Stiklas bus perkeltas į dešinę padėtį ir nuleistas žemyn ant ritininės transmisijos sistemos.
Paskirstymo diržo konvejerio sistemoje naudojamas aliuminio profilio korpusas.
Techniniai parametrai
Gamybos greitis
| Prekė | Stiklo storis | Maks. darbinis greitis | Stiklo apdaila |
|
1 |
4 - 6 mm | 22 m / min | Grubus malimas |
|
2 |
8 -10 mm | 18 m / min | Grubus malimas |
|
3 |
12 - 15 mm | 15 m / min | Grubus malimas |
|
4 |
4 - 6 mm | 16 m / min | Puikus poliravimas |
|
5 |
8 -10 mm | 14 m / min | Puikus poliravimas |
|
6 |
12 - 15 mm | 12 m / min | Puikus poliravimas |
Darbo tikslumas:
| Prekė | apibūdinimas | Tikslumas diapazonas |
|
1 |
Įstrižainės linijos tikslumas | ≤0,5 mm / m |
|
2 |
Lygiagretus tikslumas | ≤0,2 mm / m |
|
3 |
Arris dydžio tikslumas | ≤0,2 mm / m |
|
Prekė |
Parametras | diapazonas |
|
1 |
Maks. stiklo dydis | 4200x2500 mm |
|
2 |
Min. stiklo dydis | 350 x 350 mm, dvigubas briaunas be vidurinio laikiklio400 x 400 mm (visa linija) |
|
3 |
Stiklo storis | 3 - 28 mm |
|
4 |
Ginklo plotis: | 1 - 3 mm |
|
5 |
Šlifavimo gylis | 3 mm (viena pusė) |
|
7 |
Pločio reguliavimo greitis | 1 - 15 m / min |
|
8 |
Darbinis oro slėgis | 0,7 MPa |
| Darbinis aukštis: | 920 - 960 mm | |
|
9 |
Visiška jėga | Maždaug 135 KW / 380 V 50Hz 3P |